Laser Edge Oxide Removal

100w Rust Cleaning Laser Removes Rust Effortlessly Laser Laser Descaling Machine Automatic Cleaning Simp How To Remove Rust How To Clean Rust Paint Remover

2019 The New Rust Cleaning Laser How To Remove Rust Remove Rust Stains Rust Removers
Cleaning Metal Surfaces With A Laser

Laser Rust Remover In 2020 Laser Welding Tips Insulator Lights

Titanova Inc Is The Only Us Contract Manufacturer Offering Direct Diode Laser Systems That Can Be Used With A W Laser Welding Welding Services Laser Cladding
Simple Handheld Laser Demonstrates Complete Rust Removal Machine Design

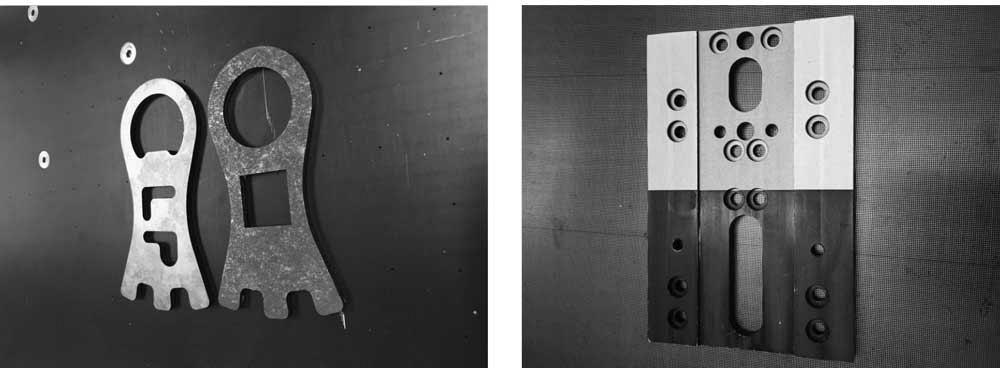
Nitrogen prevents oxidation and leaves a clean edge that s ready for welding or painting.
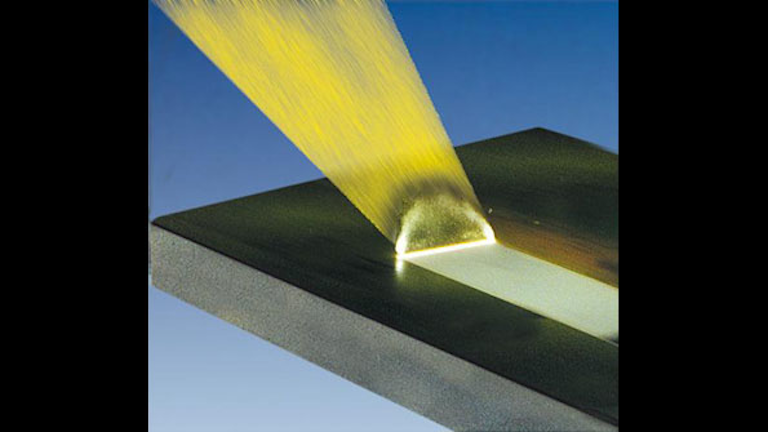
Laser edge oxide removal.

Reducing Headaches Associated With Slag On Laser Grating

Pin On My Etsy Shop

Pretreating Laser Cut Material For Powder Coating

Laser Paint Stripping Laser Coating Removal 4jet

Laser Cut Quality Guide Mate

Elk And Trees Welcome Dxf File Cnc Plasma Metal Working Metal Tree

Wet Sandblasting Machine Application Wet Sandblasting Sand Blasting Machine Wet

Pin On 20w Fiber Laser Marking Machine

Thin Film Removal Laser Ablation Technique Spi Lasers

Laser Tattoo Removal Guilford Connecticut The Langdon Center

Pin On Design Now Your Cnc Laser Cutting

Free Tax To Russia Disassembled Pack Mini Cnc 2418 Pro 2500mw Laser Cnc Engraving Machine Pcb Milli Cnc Engraving Machine Laser Engraving Machine Wood Router

Pin On Gushi Tools
Details About 2 X 72 Polishing Film Micron Sanding Belts 3 Belts Choose From Grit 220 2000 Workshop Equipment Sanding Belt

Pin On Dxf Files For Cnc Laser Plasma Or Water Jet Cutting

Hapstone M2 Knife Sharpener Updated Gritomatic Knife Sharpening Knife Digital Angle Gauge

Timesavers 42 Series Wrbw Animation Deburring Finishing Edge Rounding And Laser Oxide Removal Youtube

Picosure Laser Tattoo Removal In Toronto Spamedica
1

Laser Engraved Wood Plaque Hunter S Plaque Laser Engraving Outdoorsman Gift Hunting Theme Decor La Laser Engraved Wood Wood Plaques Laser Engraving

Pin On Tools

Razer Blade Holder Scraper By Suavepotato Razer Blade Single Edge Razor Blade

5 6 10in Multi Functio Contour Profile Gauge Tiling Laminate Tiles Edge Shaping Wood Measure Ruler Abs Contour Gauge Duplicator Wish Tile Tools Measurement Tools Marking Tools
The Ultimate Guide To Fiber Laser Cutting Machinemfg

Pin By Wendy Zhang On Led Heatsink With Images Led Heat Sink Heatsink Dongguan

Sanwu Striker 7w 455nm Blue Laser Pointer Review Laser Pointer Striker Pointers

Pin On Laser Projects To Try

Pin By Elisa Peltonen On Metal Shaping Tools In 2020 Unique Furniture Design Sheet Metal Tools English Wheel

Keys To Successful Hand Sanding Sanding Dry Sand Wood Supply

Stretch Mark Removal With Laser At Derma Contour Aesthetic And Beauty Clinic Abuja Nigeria Stretch Mark Removal With Beauty Clinic Stretch Marks Skin Clinic

Antonym Baked Foundation Antonym Foundation Powder Foundation Brush

Nd Yag Vs Er Yag A Comparative Study Of Laser Varnish Removal On Easel Paintings

Vancouver Laser Mole Removal Surgical Removal In Surrey

Pin Di Chemistry

Dewalt Dw8448 9 Inch By 1 4 Inch By 5 8 Inch 11 T28 Metal Grinding Ad Inch Ad Dewalt Grinding Metal Metal Grinding Dewalt Circular Saw Blades

Car Scratch Repair Body Compound Designed For Restore Original Luster And Color Its Activity Decomposition Grind Sand Filler Ingredients Can Q

Paintless Car Dent Repair Kit Lifter Glue Stick Puller Tab Hail Removal Pdr Click Image For More Details This Is An Affili Car Dent Repair Repair Car Dent

Graffiti Board Are Made Of Blocks Out Of Fibre Reinforced Plastic Frp It S Benefits Include Light Weight High Impact Strength Ideal For I Revestimento

Pin On Knife Sword Laser Engraving

Vanity Fair March 2017 Led Light Therapy Led Lights

Tampa Laser Hair Removal Cost Info Arviv Medical Aesthetics

In 3 Days Remove Unwanted Hair Permanently No Shave No Wax Removal Facial Body Hair Permanently Unwanted Hair Permanently Unwanted Hair Removal Unwanted Hair

Micro1000 Professional Microlysis Machine For Permanent Hair Removal Electrolysis Cosmetic Laser Hair Removal Permanent Hair Removal Systems Cosmetics Laser
1
Source : pinterest.com
